

联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:www.dgminghan.com
地 址:东莞市清溪镇清溪莲塘路2号
摩擦焊在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。搅拌头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短。应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。针对匙孔问题,已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。摩擦焊关于在搅拌摩擦过程中界面原子的运动仍处于研究阶段。

搅拌摩擦焊设备的正确使用维护能有效提升设备寿命,而定时检查能及时发现问题进行维护,使设备能更好地运行。摩擦焊搅拌摩擦焊加工一、开关检查1、确保设备运行场地和环境干净整洁;2、检查有无泄漏和连接松动故障;3、检查电控柜内元器件表面和伺服电机表面是否清洁。搅拌摩擦焊二、日检查1、确认伺服电机的运行声音是否正常。2、刀柄、搅拌摩擦焊接工具夹持可靠,定位准确无污损。 3、各开关、按键、接头外形完好,反应灵敏,受损更换。三、周检查1、检查松动零件并且保证所有螺钉都固定可靠。2、摩擦焊确保各轴的行程限位开关安装位置准确。禁止随意调整行程开关位置。四、月检查1、将各轴移动到极限位置检查导轨防护罩的情况并清理干净。 2、检查电机上有无油脂覆盖和酸碱化学物品侵蚀现象。3、检查暴露在外的电缆有无损害、松动现象。五、深圳摩擦焊半年检查 1、检查丝杠运行情况及X、Y、Z轴的线性轴承的润滑情况。2、丝杠:如果发生故障和损坏需要及时联系丝杠供应商。3、润滑:填充润滑油润滑X、Y、Z轴的丝杠螺母。4、拖链:检查拖链的导线管的磨损情况并及时维修或更换。六、年检1、主轴轴承的润滑情况。2、检查电气伺服触点运行情况,必要时要及时更换。3、检测控制面板的线路,确保所有绝缘线路连接完好。

搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部熔化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致密的固相焊缝。摩擦焊搅拌摩擦焊发展历史搅拌摩擦焊技术是英国焊接研究所(The Welding Institute,简称 TWI)于1991年发明的,并于次年在英国申请了发明zhuanli,同时陆续在世界各国申请了zhuanli保护。得到zhuanli保护并公开以来,搅拌摩擦焊技术首先并主要在铝合金、镁合金等轻金属结构领域得到越来越广泛的应用,同时在高熔点材料领域也获得了一定发展。摩擦焊搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。挪威已建立了世界上第 一个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;1998年美国波音公司的空间和防御实验室引进了搅拌摩擦焊技术,用于焊接某些火箭部件;麦道公司也把这种技术用于制造Delta运载火箭的推进剂贮箱。
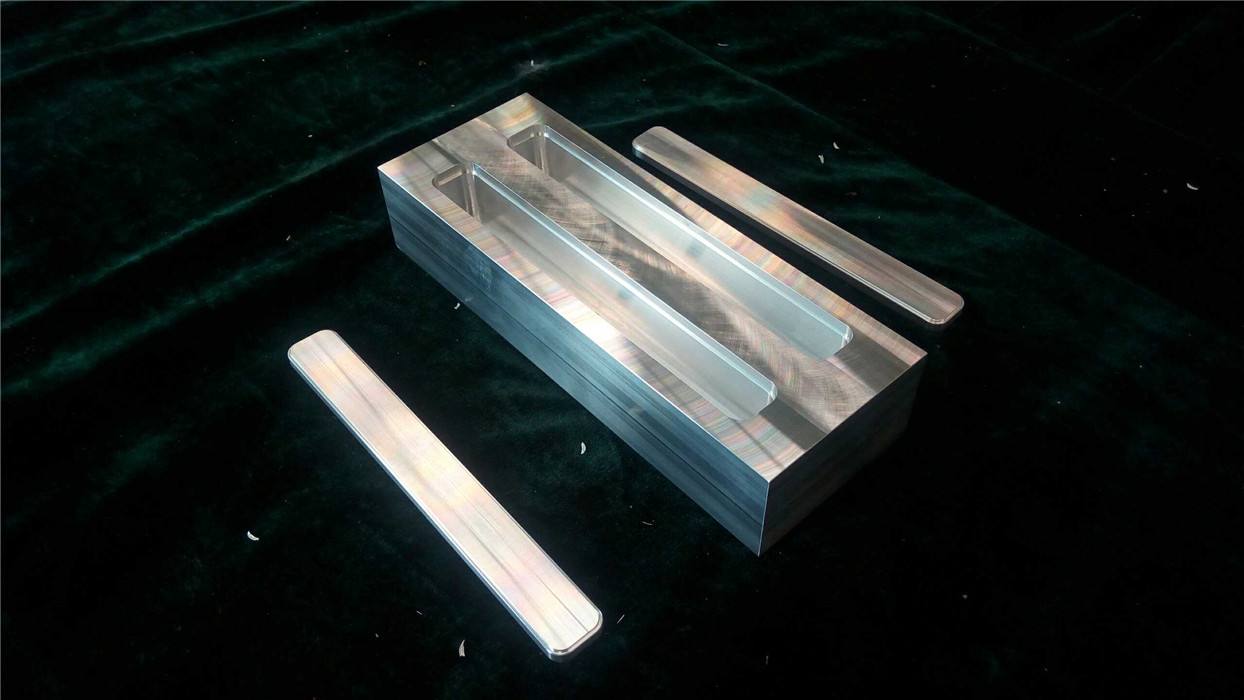
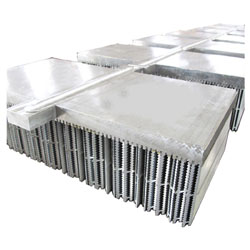
搅拌摩擦焊(Friction Stir Welding-FSW)是一种先进的固态连接工艺,可实现铝、镁、铅、铜、钢、钛、金属基复合材料、异种金属等材料高质量、高强度、低变形连接,能够在较大的长度和厚度范围内实现材料的对接或搭接焊接。搅拌摩擦焊焊接时,搅拌摩擦焊工具在装备的驱动下高速旋转插入待焊材料并沿着行进,在摩擦热的作用下,熔池材料塑化并被搅拌混合,经过回复与再结晶过程实现冶金熔合。摩擦焊搅拌摩擦焊整个过程的温度都在材料的熔点之下,在较低温度和摩擦头锻压作用下,搅拌摩擦焊接头从根本上避免熔焊中容易产生的元素烧损、夹杂、气孔、热裂纹等缺陷。摩擦焊搅拌摩擦焊广泛应用于航空工业、造成工业、汽车工业、轨道交通、电子电力行业等。像如今的新能源汽车电池托盘、汽车轮毂、电控、水冷电机壳;以及各种水冷板、水冷散热器都是用搅拌摩擦焊技术实现的。现在建筑铝模板领域也在开始应用。


 咨询热线:
咨询热线:

