

联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:www.dgminghan.com
地 址:东莞市清溪镇清溪莲塘路2号
搅拌摩擦焊设备的正确使用维护能有效提升设备寿命,而定时检查能及时发现问题进行维护,使设备能更好地运行。铜搅拌摩擦焊搅拌摩擦焊加工一、开关检查1、确保设备运行场地和环境干净整洁;2、检查有无泄漏和连接松动故障;3、检查电控柜内元器件表面和伺服电机表面是否清洁。搅拌摩擦焊二、日检查1、确认伺服电机的运行声音是否正常。2、刀柄、搅拌摩擦焊接工具夹持可靠,定位准确无污损。 3、各开关、按键、接头外形完好,反应灵敏,受损更换。三、周检查1、检查松动零件并且保证所有螺钉都固定可靠。2、铜搅拌摩擦焊确保各轴的行程限位开关安装位置准确。禁止随意调整行程开关位置。四、月检查1、将各轴移动到极限位置检查导轨防护罩的情况并清理干净。 2、检查电机上有无油脂覆盖和酸碱化学物品侵蚀现象。3、检查暴露在外的电缆有无损害、松动现象。五、清远铜搅拌摩擦焊半年检查 1、检查丝杠运行情况及X、Y、Z轴的线性轴承的润滑情况。2、丝杠:如果发生故障和损坏需要及时联系丝杠供应商。3、润滑:填充润滑油润滑X、Y、Z轴的丝杠螺母。4、拖链:检查拖链的导线管的磨损情况并及时维修或更换。六、年检1、主轴轴承的润滑情况。2、检查电气伺服触点运行情况,必要时要及时更换。3、检测控制面板的线路,确保所有绝缘线路连接完好。

清远铜搅拌摩擦焊润滑注意事项 1. 润滑前要清理所有的润滑点;2. 添加润滑剂时,需和原润滑剂型号一致(建议购买000#或00#规格传动机构润滑脂,品牌长城,昆仑,壳牌均可);3. 用户可自备手动注脂枪,型号SJB-50Z。三、刀柄日常维护 1. 刀柄拆装或发生撞刀后,要重新校准刀柄跳动; 2. 刀柄上固定搅拌头的紧定螺丝(M16*25)定期更换,防止螺丝滑牙而导致搅拌头无法拆卸。 四、清远铜搅拌摩擦焊手轮日常维护1. 使用手轮时,应避免过度拉扯手轮线;2. 使用手轮时,需要注意不能接触高温的工件,以免线缆受损; 3. 设备配有工装夹具时,手轮线需要避开夹具位置,以免压到手轮线缆。五、电器柜日常维护 1. 定期清洁电气柜空调滤网; 2. 定期检查悬臂箱风扇,更换通风口滤网; 3. 定期倾倒电气柜空调冷却水盒。六、设备保养维护规程1. 每天:①操作人员凭经验对设备进行监视和观察;②检查流量继电器的可靠性;③检查润滑系统油量是否正常,压缩空气压力应不小于0.4MPa。2. 每周 ①重复每天的工作内容;②检查电动润滑泵中的润滑脂量,并进行润滑。3. 每季度①重复每周的工作内容;②检查两个方向的极限行程防撞块是否紧固;③检查清扫床身防护罩,并对其防锈加油;④检查电气柜内各电缆终端插座接触良好,没有松动。

长时间停机后重新开始运转时的维护检查:1、在关闭电源的情况下,用洗涤油擦除长时间停止运转之前维护检查时所敷的防锈油; 2、检查设备各运动方向无阻挡物。检查焊接件及工装安装是否正确。检查电气是否安全,接零接地及安保电路是够可靠。将控制箱上的电源总开关转至“ON”的位置上,使设备上电。当CNC界面启动完成后,松开急停开关,按下系统启动按键,再按复位键,系统上电使能; 3、检查有无漏油。打开电源后,检查机械、液压单元管路、软管、阀块、液压缸等有无漏油。如有漏油现象,请排查原因;4、以S100空转30分钟以上后逐渐提高转速,以试验各种转速的运转及变速机构是否灵活、可靠; 5、检查有无从未有过的声音或异常的振动。检查各部马达或轴承的温度有无与平常不同;6、长时间停机之后,开机检查NC程序,如有丢失,将外部存储器的NC程序拷贝到设备。九、清远铜搅拌摩擦焊维护注意事项在对设备进行维修或保养时,一定要切断电源,并设置“禁止合闸”警示牌,以防止他人五一合闸造成事故: 维修养护人员应熟悉本设备结构和性能,具备机械、电气知识和丰富维修经验,且维护时按照说明书内容进行。 维修Z向驱动部件时,尤其是拆卸Z向减速机安装座时,一定要在Z向垂滑板的下端面处设置稳固的支撑,防止机头部件下滑,损害设备和人员。清远铜搅拌摩擦焊 维护过程中,严禁撞击伺服电机,特别是电机后端,否则可能损坏电机。 不得扩大设备加工范围,不得移动各轴行程开关和附件开关的位置,不能拆除各轴行程开关和行程防撞块等安全装置。使用压缩空气进行清洁时,有必要佩戴眼镜防护装备,且只使用低压空气。
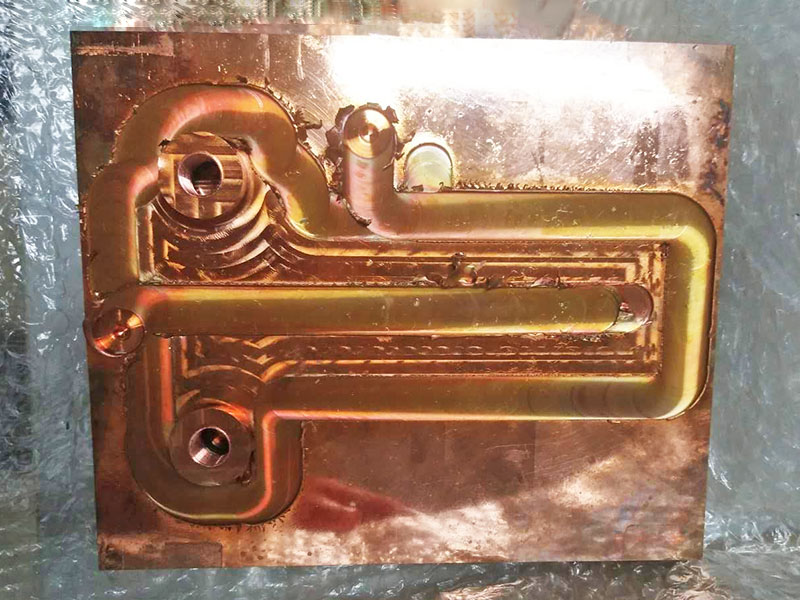
铜搅拌摩擦焊适于焊接异种钢和异种金属。摩擦焊不仅可以焊接普通的异种钢,还可以焊接常温和高温机械、物理性能差别很大的异种钢和异种金属,如碳素结构钢—高速工具钢;铜—不锈钢等。此外,还能很好地焊接那些产生脆性合金的异种金属,如铝—铜、铝—钢等。铜搅拌摩擦焊焊件尺寸精度高。用摩擦焊生产的柴油发动机预燃烧室,全长的误差为士0.1毫米。有些专用摩擦焊机可以保证焊件的长度公差为土0.2毫米,偏心度小于0.2毫米。因此,摩擦焊不仅用来焊接毛坯,而且还可以焊接装配好的成品。4、焊机功率小、省电能。摩擦焊和闪光焊相比较,节省电能为80~90%左右。5、摩擦焊的工作场地卫生,没有火花、弧光及有害气体,有利于环境保护,适于和其他先进的金属加工方法一起用于自动生产线。

铜搅拌摩擦焊摩擦焊在国内外的发展为什么非常迅速,应用非常广泛,这是由于它本身具有一系列的优点。这些优点包括如下几个方面:搅拌摩擦焊铜搅拌摩擦焊1、接头的焊接质量好、稳定。我国用低温摩擦焊生产的铝铜过渡接头,其废品率低于0.01%;锅炉厂采用摩擦焊代替闪光焊生产省煤器蛇形管,焊接的废品率由原来的10%降低到0.001%。西德用摩擦焊代替闪光焊生产汽车排气门,焊接的废品率由原来的1.4%下降到0.04~0.01%。从以上例子可以看到,摩擦焊的废品率非常低,是一般焊接方法的1%左右。
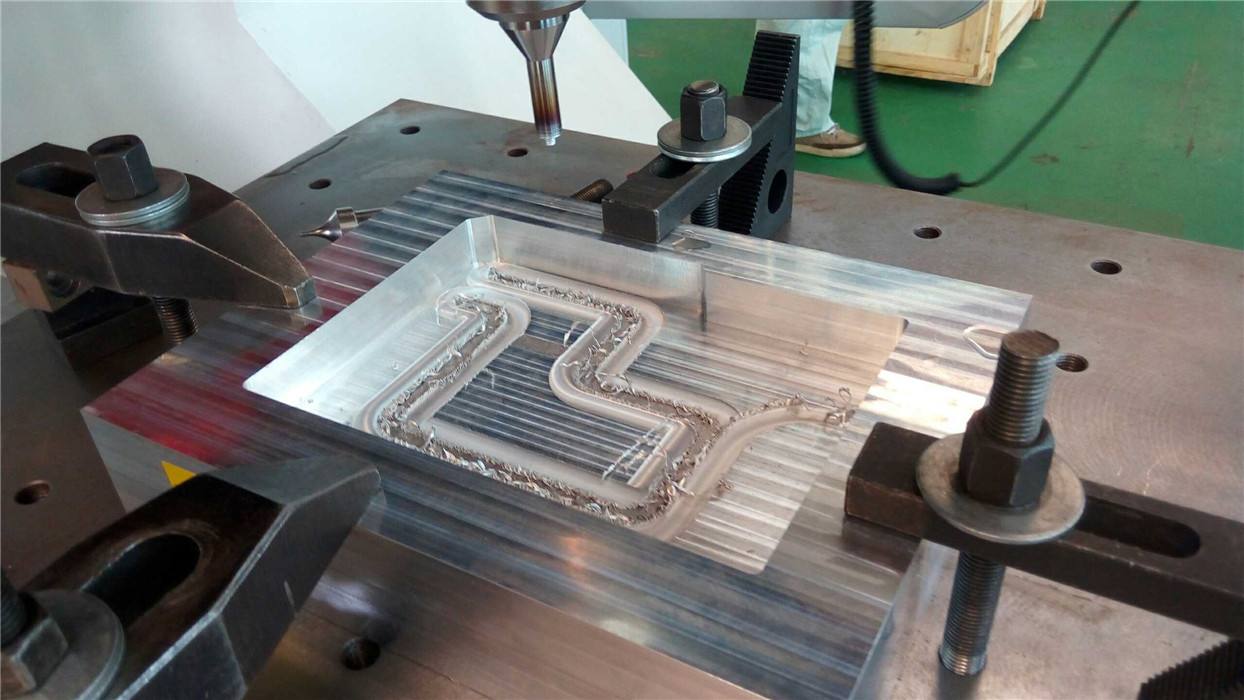
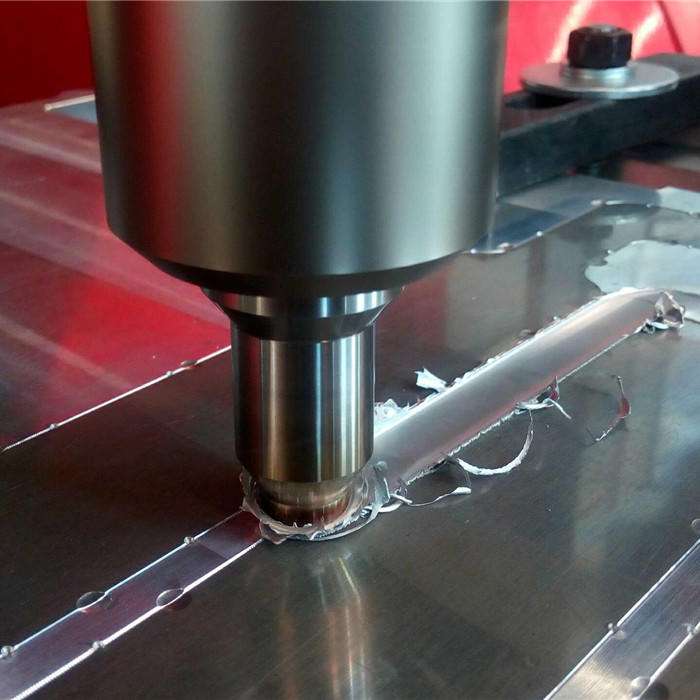
搅拌摩擦焊在有色金属的连接中已获得成功的应用,但由于焊接方法特点的限制,仅限于结构简单的构件,如平直的结构或圆筒形结构的焊接,而且在焊接过程中工件要有良好的支撑或衬垫。原则上,搅拌摩擦焊可进行多种位置焊接,如平焊,立焊,仰焊和俯焊;可完成多种形式的焊接接头,如对接、角接和搭接接头,甚至厚度变化的结构和多层材料的连接,也可进行异种金属材料的焊接。铜搅拌摩擦焊另外,搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件无需严格的表面清理准备要求,焊接过程中的摩擦和搅拌可以去除焊件表面的氧化膜,焊接过程中也无烟尘和飞溅.同时噪声低。由于搅拌摩擦焊仅仅是靠焊头旋转并移动,逐步实现整条焊缝的焊接,所以比熔化焊甚至常规摩擦焊更节省能源。铜搅拌摩擦焊由于搅拌摩擦焊过程中热输入相对于熔焊过程较小,接头部位不存在金属的熔化,是一种固态焊接过程,在合金中保持母材的冶金性能,可以焊接金属基复合材料、快速凝固材料等采用熔焊会有不良反应的材料。


 咨询热线:
咨询热线:

