

联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:www.dgminghan.com
地 址:东莞市清溪镇清溪莲塘路2号

揭阳航天搅拌摩擦焊影响搅拌摩擦焊的焊接参数有哪些?摩擦焊搅拌针的尺寸(包括轴肩长度,针的长度和半径与板材的匹配性),焊速,转速倾角;摩擦焊通常由如下四个步骤构成: 1、机械能转化为热能;2、材料塑性变形; 3、热塑性下的锻压力;4、分子间扩散再结晶。摩擦焊相较传统熔焊大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。揭阳航天搅拌摩擦焊相对传统熔焊,摩擦焊具有焊接接头质量高——能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。

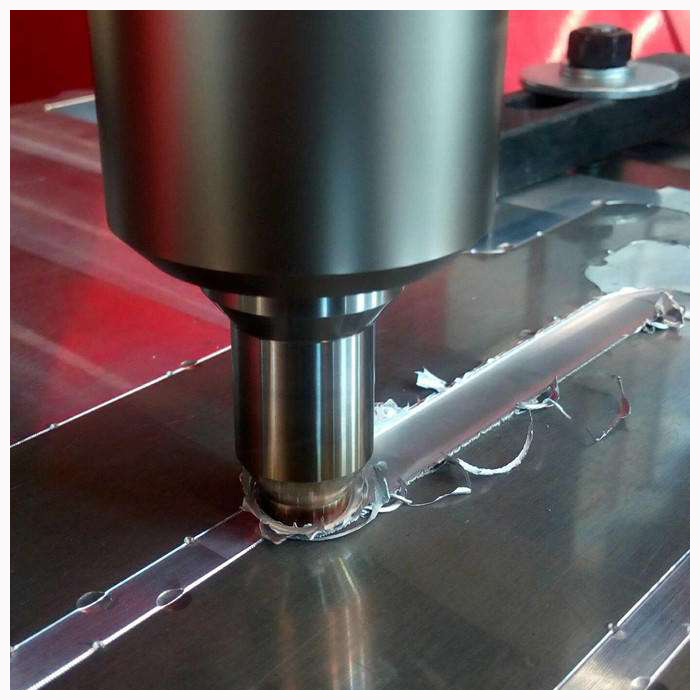
航天搅拌摩擦焊在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。搅拌头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短。应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。针对匙孔问题,已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。航天搅拌摩擦焊关于在搅拌摩擦过程中界面原子的运动仍处于研究阶段。
航天搅拌摩擦焊在飞机制造中,摩擦焊接也展现了新的应用前景。AI SI 4340超高强度钢因其具有高的缺口敏感性和焊接脆化倾向,当用来制造飞机起落架时,国外规定不允许采用熔化焊接方法施焊,已成功地进行了4340管与4030锻件起落架、拉杆的摩擦焊接。此外,直升飞机旋翼主传动轴的N i t r a l l o y N合金齿轮与18%高镍合金钢管轴的焊接、双金属飞机铆钉、飞机钩头螺栓等均采用了摩擦焊接,这表明摩擦焊接技术已渗透到了飞机重要承力构件的焊接领域。某航天飞机三部发动机上1800个高温合金喷射器柱全部是由摩擦焊接方法焊接到发动机上的。(2)汽车工业航天搅拌摩擦焊国外在汽车零配件规模化生产中,摩擦焊接技术占有较重要的地位。据不完全统计,美国、德国、日本等工业发达国家的一些著名汽车制造公司,已有百余种汽车零配件采用了摩擦焊接技术。
航天搅拌摩擦焊原理搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。焊接过程如图所示。航天搅拌摩擦焊在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。

基于焊缝组织晶粒和析出强化相的微观结构特点,可以把搅拌摩擦焊焊缝分为4个明显的区域:焊核区(Stirred或Nugget Zone)、热力影响区(Thermo-Mechanically Affected Zone,TMAZ)、热影响区(Heat-Affected Zone,HAZ)以及母材(Base或Parent material)。不同区域组织的变化,对焊缝性能有显著的影响。揭阳航天搅拌摩擦焊焊核区材料经受的严重变形和摩擦热,由晶粒尺寸为1-15μm不等的细小等轴再结晶组织组成。再结晶组织的内部为低密度的位错,但也有发现再结晶组织的内部却有高密度的亚晶界、亚晶和位错。在铝合金和其他有些的合金中焊核区可以观察到类似逗洋葱环地结构。揭阳航天搅拌摩擦焊在母材和焊核区之间是搅拌摩擦焊特有的热力影响区。热力影响区的特征是存在高度变形的结构。焊核区周围母材晶粒被拉长变形,尽管热力影响区也经历了塑性变形,却由于没有足够大的应力,不发生再结晶。在热力影响区也有强化相的溶解、粗化,这取决与热力影响区经历的热循环强度。热力影响区晶粒通常由高密度的亚晶界组成。热影响区只受热的影响,保持与母材相同晶粒结构,但是受温度的影响,晶粒的尺寸有明显的长大和强化相的粗化,热影响区所经历的温度对其所包含的亚晶影响较小。

航天搅拌摩擦焊搅拌摩擦焊除了可以焊接普通熔焊方法难以焊接的材料外,还有以下优点1)焊接温度低,即使在长焊缝情况下也是如此。2)固相连接,不产生类似熔焊街头的铸造组织缺陷。接头各种力学性能,比如疲劳、弯曲、拉伸等指标好。航天搅拌摩擦焊焊前、焊后辅助修补工时较少,生产成本大幅度降低。焊接过程中的搅拌和摩擦可有效去除工件表面氧化膜及附着杂质,减少了清理步骤。4)焊接过程不需要添加保护气体和焊料。5)能够进行全位置焊接,适应性好,效率高,操作简单,易于实现自动化。6)无烟尘、辐射、飞溅、噪声及弧光等有害物质产生,是一种环保型链接方法。


 咨询热线:
咨询热线:

