

联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:www.dgminghan.com
地 址:东莞市清溪镇清溪莲塘路2号
搅拌摩擦焊在电动汽车领域,电动机外壳使用铝合金材料时,对其铸造工艺有较高的技术要求。需要实现轻便、坚固、耐用且在经济上可行。今天和大家聊聊电机壳制造工艺及发展趋势。电机壳的集成化设计趋势在CO2排放、油耗等要求越来越严格的大环境下,新能源汽车的发展也推动了驱动器的发展。搅拌摩擦焊加工从混合动力到插电式混合动力再到纯电动汽车,驱动电机在各个阶段都发展出多类型的产品。早期的混合动力车由燃油车改装而来,其驱动电机具有多组件,集成度低。随着电机技术的发展,结构简单、组件较少、集成度高的驱动电机受到青睐。如电机结构,主要有外部壳体、定子架、传动法兰和用于电子设备的壳体等,大部分为铝压铸件。为了实现电机的主动冷却,壳体内置液冷管路。这种方案在设计更加灵活,适用于模具铸造,最-好用于小型电机。随着新型电动汽车平台的不断出现,同时需要满足批量化生产条件,对电机重量轻、安装空间小、比功率和效率高以及总体成本低的要求急剧上升,这也推动了电动机架构的变化。因此,电机集成化设计成为热点。这也就意味着,电机仅有少量的几个部件组成,如外壳、变速箱和电力电子设备等先都通过各种技术单独铸造和组装,然后整合到电机外壳中。搅拌摩擦焊厂家集成化设计方案还具有制造优势,因为消除了关键的接口,其降低了制造成本。同时也可以实现减重和性能的提升。电机壳水冷腔体设计电机外壳和冷却通道的设计对于电机驱动运行至关重要,同时优化通道设计还可以提升成本效益,其设计和优化一般通过仿真分析来实现。

冷却通道机构一般设计成蛇形或螺旋形,我们通过CFD流体仿真计算结果来看下。图中a为冷却通道初始的弯曲设计,变体b的设计则具有较低的流动阻力,通过插入支撑肋条以增加砂芯的刚度。且流量计算表明,冷却通道的效率不受设计的影响。c变体计算了螺旋形冷却通道的结果,其具有更大的冷却表面,且冷却介质的湍流增加,改善了热传递,螺旋型冷却通道也是目前电动机壳体冷却设计的最常用解决方案之一电机壳材料及加工工艺电机壳体材料需要选择适当的铸造铝合金和热处理工艺来满足使用需求。并且铸造工艺的选择还将影响铸件的质量和机械性能。在选材时主要考虑因素如下:
在运行过程中将定子压入内部壳体并承受载荷→具有高强度和伸长率的合金
使用中的尺寸稳定性→经过热处理的铸造材料的合适选择
防止表面接触腐蚀,特别是在外壳的外部密封表面上的腐蚀→使用耐腐蚀合金
屏蔽电磁场→确保所用材料的电磁兼容性。
电机壳开发时,不仅仅需要考虑材料是否满足上述性能要求,而且还要综合考虑工艺选择和生产加工成本。电机壳加工工艺形式主要就是压铸和挤压型材两种,各有优劣,型材电机壳性能稳定,成本实惠,但只适合结构功能单一的小口径电机壳,压铸电机壳试验型广,可以满足大口径电机壳及结构复杂的集成式电机壳,成为市场的主流工艺形式。但压铸电机壳有个缩孔的缺陷,导致报废率高,领加工厂家头痛,那么压铸工艺缩孔问题怎么解决呢?
半固态压铸电机壳加工方案
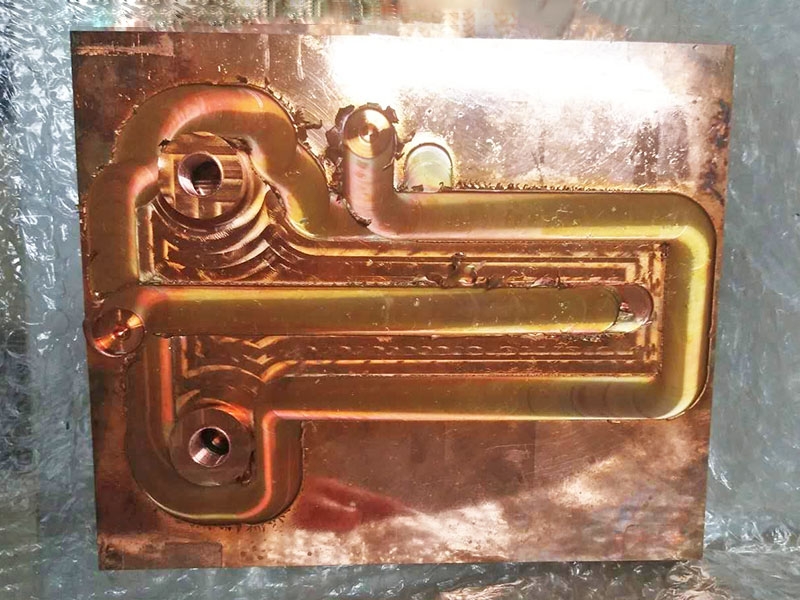
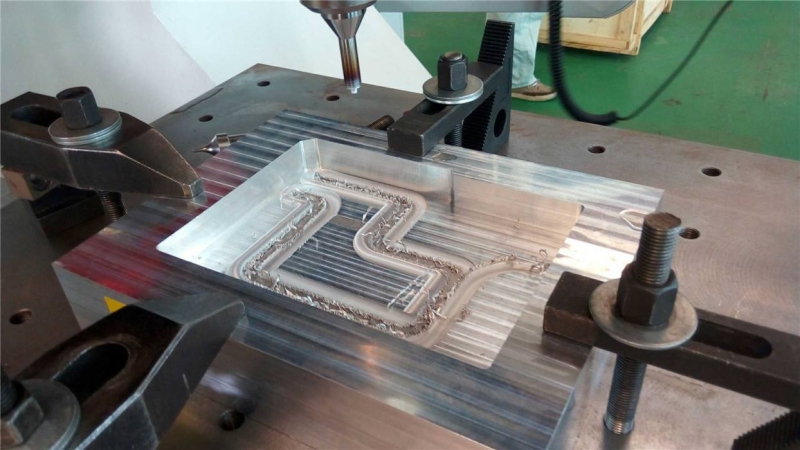
水套是压铸电机壳的核心部分,嵌套电机定子,保障转子正常运转,其气密性、受力性能和同心度直接影响电机的安全性能,基于综合成本和应用必要性方面考虑,我们选择对性能安全要求比较高的电机壳水套部分去优化工艺,采用了新型的半固态压铸工艺,而对缩孔问题要求不太高的外壳,我们仍采用传统的高压压铸工艺,这样我们用最-低的工艺成本高效的保证了电机壳的安全性能。拉半固态压铸的电机壳水套相较于现有技术的压铸或浇注成型的水套,具有优良的气密性和受力性能,同时采用先进的搅拌摩擦焊工艺完成流道密封腔体。双管齐下,确保了电机的正常安全运转工作。





 咨询热线:
咨询热线:

